工房りん 手づくり木工家具, 刃物研ぎ,便利屋 の日記
-
クボロの製作
2017.10.22
-
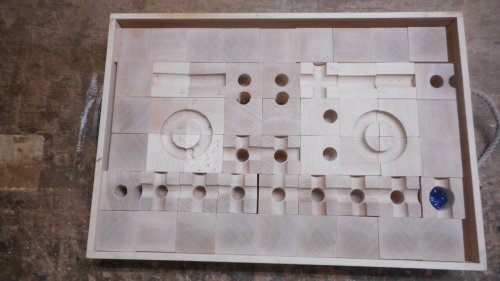
クボロの製作 完成
ようやく17時間かかり完成しました
1.木材-ヨーロッパ ブナ 70*70*750-4本 50*50*750の仕上げ 50*50*50-56個取れる
2.製作方法
(1)角材の加工-バンドソーにて55*55角に製材 その後プレーナー(自動カンナ)にて50*50の角材仕上げます.
(2)50*50*50角の加工-卓上切断機に当て板して同寸法に切断-56個、連続にて簡単にできます、50mmに対して0.3mm違い位の誤差。
(3)穴加工(卓上ボール盤 XY万力付)-先にテンプレート50*50のセンターに穴開けて、中心ケガキます(1個づつ ケガキは大変です誤差も出ます。
「1」直線穴-キリ フォスナービットΦ18mm(半穴は2個抱き合わせてクランプ*2個できつく固定して加工 づれる為)
「2」直角穴-先にフォスナービットΦ18mmにて5mm程度下穴加工します(鉄鋼キリ がずれないように)その後、鉄鋼用キリΦ18mm両方からそれなりの寸法にて加工(深さは ゲージを見ながら加工します)
「3」曲がり穴-*この加工が一番困難でした
「2」と同じように下穴加工して、その後鉄鋼キリで加工 角度穴の為 角度20度の板(テンプレート)をXY万力の両側面と前後面3枚挿入して万力で押さえ、慎重に 計算された寸法にて加工します鉄鋼キリを使用する目的は先端が丸く加工でき、ビー玉が転がりやすくする為です。加工しながら ビー玉を転がるか試験して微妙な加工します 削り過ぎはパテにて埋めます、不足分は タングステンバーにて削ります、1個づつ転がり見ながらの加工となります。
「4」丸溝の加工-先にルーター加工用のジグを作ります、50*50*50-4個分のテンプレートに円Φ68mmの加工を糸のこで加工します テンプレート下面には4個分を押さえる角材を固定し大きい万力で全体を押さえて、上部よりルーター(ロラー付ビット Φ15.6mm)にて何回も少しずつ(3mm位)穴加工します、最終9mmの深さとしました(キリΦ18mmの為)
「5」ベルトサンダー仕上げ-#240番にて外面6面54個 綺麗に仕上げます。
「6」内面 穴 溝の仕上げ-ペーパーヤスリ等にて行います、玉の転がりに一番影響します、慎重 様子見ながら仕上げます。
「7」収納用箱の製作-54個収納箱 取って(紐)付 左右、前後10mm隙間あけます、収納、取りだし安いように(しっかり強固な箱とします、木ビス ボンド 接合)
以上 簡単に作り方 列記しましたが、かなり根気 技術が必要です